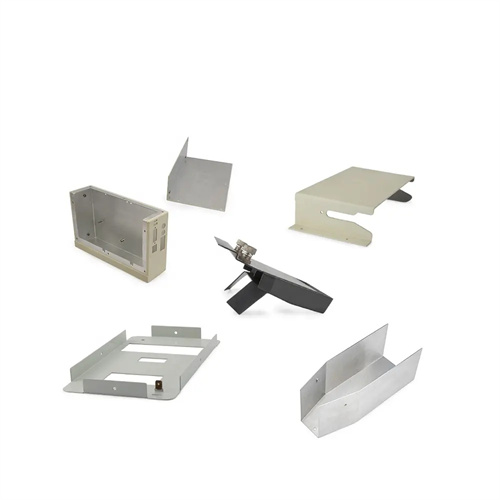
Mold mold base assembly
Mold frame assembly involves assembling the various components of a mold frame (upper mold base, lower mold base, guide pins, guide sleeves, etc.) into a complete unit according to design requirements. Assembly accuracy directly impacts the mold’s guiding precision and operational stability. Mold frame assembly must adhere to the principles of “benchmark first, then general, bottom first, then top, inside first, then outside.” Through precise measurement and adjustment, the relative positioning accuracy of each component is ensured to meet requirements, laying the foundation for the subsequent installation of working parts.

The preliminary preparations for mold assembly are crucial, including cleaning and testing of parts and preparation of tools. First, the upper mold base, lower mold base, guide pins, guide sleeves and other parts need to be cleaned with kerosene to remove oil, iron filings and rust on the surface to ensure that the assembly surface is clean. Then, the dimensional accuracy and form and position tolerances of each part are tested. The straightness of the guide pin is ≤0.01mm/100mm, the inner diameter accuracy of the guide sleeve is H7, and the flatness of the mold base is ≤0.05mm/300mm. Parts that do not meet the requirements need to be repaired or replaced. Assembly tools include a bench, vise, copper hammer, press-in tool (such as a manual press), dial indicator, marble slab, etc. The accuracy of the dial indicator must reach 0.01mm, and the flatness of the marble slab must be ≤0.005mm/100mm to provide a reference for measurement.
The assembly of the guide pins and the lower die base is a critical step in mold frame assembly. An interference fit (H7/r6) is used, and perpendicularity must be maintained between the guide pins and the lower die base during assembly. First, use a dial indicator to level the lower die base on a marble slab, ensuring a flatness error of ≤0.02mm. Then, lubricate the guide pin mounting holes, insert the guide pins, and tap the end faces of the guide pins with a brass hammer to establish a preliminary alignment. Next, slowly press the guide pins in with a manual press, while checking their perpendicularity with a dial indicator every 10mm of insertion to ensure a perpendicularity of ≤0.01mm/100mm. If any deviation is detected, immediately stop the press, remove the guide pins, and reposition them to avoid damage to the guide pins or the die base. After the guide pins are installed, check that their top surface is parallel to the upper surface of the lower die base to ensure a ≤0.02mm alignment, ensuring smooth assembly of the guide sleeve.

The guide sleeve and upper die assembly method is similar to that of the guide post, also using an interference fit (H7/r6), but the clearance between the guide sleeve and the guide post must meet the required clearance. Before assembly, place the guide sleeve over the assembled guide post and check the clearance between the inner diameter of the guide sleeve and the outer diameter of the guide post to ensure it is within the designed range (typically 0.005-0.01mm). Then, align the guide sleeve mounting hole in the upper die with the guide sleeve and press it in with a manual press. During the press-in process, use the guide post to guide the guide sleeve and ensure that the perpendicularity between the guide sleeve and the upper die is ≤0.01mm/100mm. After press-in, check the parallelism between the end face of the guide sleeve and the lower surface of the upper die to ≤0.02mm. Manually push the upper die to check for smooth sliding and no binding. For rolling guide post and guide bushings, pay attention to the installation direction of the retainer during assembly to ensure even distribution of the balls and smooth rolling.

After mold base assembly, comprehensive inspection is the final step in ensuring assembly quality. Key inspection items include: parallelism of the upper and lower mold bases (≤0.1mm/300mm), clearance between guide pins and guide sleeves (uniformity error ≤0.005mm), mold closing height (deviation ≤0.1mm), and smooth sliding of the guide pins and guide sleeves. During inspection, the mold base is placed on a marble slab and a dial indicator is moved along the plane of the upper mold base to check parallelism. A feeler gauge is used to check the uniformity of the clearance between the guide pins and guide sleeves. A height gauge is used to measure the closing height. The upper mold base is manually reciprocated to check for uniform sliding resistance. If any problems are found, adjustments are required. For example, if the clearance is uneven, the inner diameter of the guide sleeve can be lightly polished. If sliding is difficult, lubricate the mold base and reciprocate several times until it becomes smooth.
Targeted measures are required for the assembly of specialized mold frames. For example, large mold frames (length > 3m) require the use of a crane to assist in lifting to prevent deformation of the mold base. For multi-station progressive mold frames, the coaxiality of the guide pins and sleeves at each station must be maintained at ≤0.01mm to ensure smooth material feed. After assembly, the mold frame undergoes rust prevention treatment by applying anti-rust oil to the guide pins and sleeves, and applying anti-rust paint to the machined surfaces of the mold base. The mold frame must then be stored horizontally to prevent deformation under pressure. Through rigorous assembly processes and inspection procedures, the assembly accuracy of the mold frame is ensured, providing reliable assurance for the overall performance of the mold.
